MINSK MOTOR PLANT Minsk Service Manual Page 81
- Page / 97
- Table of contents
- BOOKMARKS
- Table of Content 2
- 61
- 4 - plug; 65
- 4 – washer; 5 – nut 70
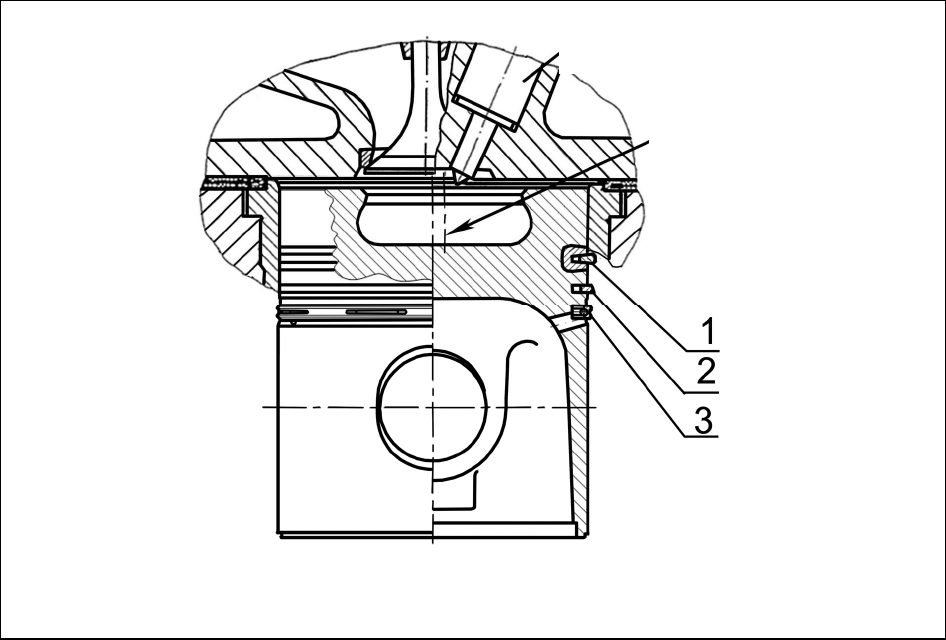
- Atomizing nozzle 81
- Combustion 81
- 245S3A М – 0000100 РЭ 87
- Annex B (referential) 89
- Annex E (referential) 92
- Annex F 94
- (obligatory dimension) 96
© 2020, manymanuals.com. All rights reserved. | 1.890 s |
 Manymanuals.com
Manymanuals.com
 Manymanuals.de
Manymanuals.de
 Manymanuals.fr
Manymanuals.fr
 Manymanuals.it
Manymanuals.it
 Manymanuals.pl
Manymanuals.pl
 Manymanuals.cz
Manymanuals.cz
 Manymanuals.es
Manymanuals.es
 Manymanuals-pt.com
Manymanuals-pt.com
Comments to this Manuals